车床导轨采用中频感应加热机进行淬火热处理的工艺改进与控制
导轨是车床的重要零件。床身导轨要求具有高硬度、高强度、高耐磨性,变形小、减振性好和尺寸稳定性好。导轨材料为HT200(或HT300)。此前曾采用电接触加热自冷淬火工艺,生产中发现导轨处理后性能不稳定,硬度不均和变形大,难以满足技术要求,影响产品质量和机床生产。为此,试验改用导轨中频感应加热淬火处理,经过工艺改进与质量控制,工件质量达到技术要求,变形量<0.40mm,并已成功应用于生产中。
为了消除铸造与冷加工应力和稳定组织以减少导轨变形,可进行预备热处理。通常导轨感应加热淬火变形呈中部下凹变形。为使导轨最后变形控制在较小范围内,采用反向预变形方法,精刨后导轨中部上凸0.40-0.50mm。同时,在淬火机床上预加反向应力形,即压紧导轨两端,中部用顶块顶起导轨,反向变形总量中部上凸约1.0mm左右。这样工件淬火后导轨全长下凹量≤0.40mm,满足了技术要求。
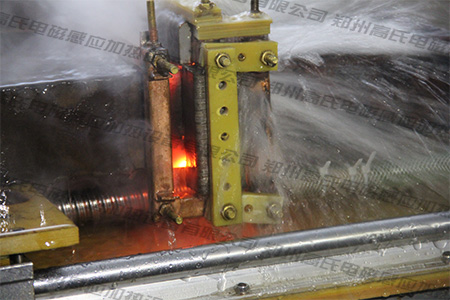
中频感应加热淬火是关键热处理工序。由于中频感应加热机的加热深度达3-6mm,淬火应力和变形大,易产生裂纹等,因而工艺参数选择和操作应严格控制。感应加热中应考虑导轨尖部产生感应电流,由于感应器加热出现圆环效应和尖角效应较强,易因感应电流集中使工件出现过热,此点在感应器设计上应设法避免。因而,感应器除与导轨截面仿形设计外,感应器与导轨间间隙应成不均匀状,以使感应加热在整个导轨上几乎均匀一致;设计一般位置间隙为1.5-2mm,导轨尖部处间隙为3-3.5mm。感应器喷水孔径为直径1.5mm,孔距为4mm,喷水孔角度约45°左右,冷却水温约50℃。经试验,采用中频感应加热机进行感应淬火的温度为850℃±10℃,温度过高,工件马氏体粗大,并且残留奥氏体增加,导轨性能差,变形大,组织稳定性差,并易出现淬火裂纹。导轨中频感应加热淬火后硬度为48.5-50.0HRC,磨削后硬度为54-55.5HRC,符合技术要求(48.5-56HRC);淬火后组织合格,组织为马氏体+残留奥氏体+石墨+少量渗碳体磷共晶等,相当于马氏体4级组织,工件淬硬层深度≥2.5mm,导轨感应加热淬火后全长最大变形量(呈下凹弯曲)≤0.40mm,导轨上无软点轮带缺陷,完全符合机床技术条件要求。
许多厂家采用上述工艺进行热处理,生产出来的车床导轨质量良好,满足了其工作需要。当然,在实际的操作过程中,如果您遇到了什么问题,您可以咨询我们的技术人员。
 300KW中频感应加热设备
300KW中频感应加热设备 小型柜式紫铜中频熔炼炉
小型柜式紫铜中频熔炼炉 滚丝机配件中频透热炉
滚丝机配件中频透热炉 中频感应加热炉
中频感应加热炉



