钢管焊缝为什么要采用中频感应炉进行退火,其退火质量如何检验?
退火的主要目的是为了降低工件的硬度,提高工件的塑性,消除残余应力。工件在焊接后一般都需要去应力退火,许多厂家采用中频感应炉对工件进行退火热处理。今天,小编就以钢管焊缝的退火为例,告诉大家为什么要采用中频感应炉进行退火,其退火质量应如何检验。
钢管焊缝退火,有钢管纵向直焊缝退火与对接圆焊缝退火两种。
(1)钢管焊缝硬度及显微组织检查
正火区的显微组织必须与母材金属相似,热影响区的晶粒比母材晶粒粗,说明正火温度太高:热影响区的硬度比母材高,说明正火温度太低;如果显微组织中出现少量粗晶粒混在许多小晶粒中,说明正火温度略高,应稍稍调低。
(2)钢管纵向直焊缝退火
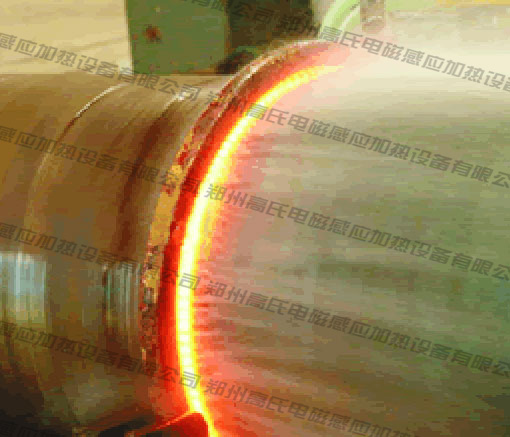
钢管纵向直焊缝退火主要的目的是细化晶粒。因为焊缝在感应加热到焊接温度并焊合时,加热区的晶粒变粗,随后的快冷会使此区域形成低碳马氏体,尽管采用了低碳钢制的材料试图壁免焊缝产生低碳马氏体,但由于焊接过程中会形成偏析,局部碳含量可达到正常碳含量的2-3倍,焊缝局部硬度可达40HRC左右。此硬度区段最易产生裂纹,使钢管工作失效,焊缝退火正是针对此问题而来,它能细化晶粒,消除应力与降低硬纹度。采用中频感应炉进行感应加热,只加热焊缝段,对壁厚8-15mm 的钢管,焊缝宽度在20mm 左右。焊缝退火感应器采用平面加热的横向磁场加热。我们可选用较低频率的电源,如1-3kHz的中频感应炉。焊缝退火温度直接影响正火组织的质量,温度过高,会使焊缝区晶粒比母材大,过低则产生焊缝未热透,组织未能全部细化。
(3)对接钢管焊缝退火
对接钢管焊缝退火,一般采用的是圆环形感应器(关于圆环形感应器,您可以看看中频感应加热设备的感应器应如何设计),从感应加热电效率来讲,应采用狡高的频率。
郑州高氏从事感应加热行业十五年,对工件的热处理相当的了解。文章简单的讲述了一下钢管焊缝为什么要进行退火以及退火质量如何检验,针对这个,您还有不了解的,欢迎来电咨询。电话:0371-53732143
 300KW中频感应加热设备
300KW中频感应加热设备 小型柜式紫铜中频熔炼炉
小型柜式紫铜中频熔炼炉 滚丝机配件中频透热炉
滚丝机配件中频透热炉 中频感应加热炉
中频感应加热炉



